I’m implementing a quality procedure that is from ISO EN9100. In that, the procedure can be considered to be an operation. Let me explain:
A customer (or our internal requirements) generates a work order. In the work order, for which we have a 3D cad model of a metal workpiece that needs to be machined and there are around 28 steps to that effect. So each step could be an operation at a workstation. The first few will be around the CAD/CAM workstation. But then the job will be run on a couple of different machines, then it will be sent out for chemical treatment etc. However, it will go through quality checks at each one of these 28 steps. Crucial these are the intermediate quality checks, which can be lengthy procedures such as a CMM check. The final check could be a simple visual inspection of little importance and packaging.
Given the above my questions:
Can a generic operation be used as a Quality Procedure, if so how?
Can a quality procedure be defined using a generic operation, if not why not?
Can one use visual cue’s such as images to guide the operators in the quality process?
Nope it does not. The inspection is not a go-no-go decision point. It’s a detailed process, and we’ll have to model it thus, in which there are other sub_inspection processes. For instance, I’ll use a very simple example:
We get material in, say it is a type of epoxy resin… Before storing it, we need to find out its viscosity, its density and chemical reactivity and then it will be stored. So the inspection would be a process to find
Density
Viscosity
Chemical reactivity
Each of these will in turn be done on separate machines or instruments and their reading will be recorded. Now comes the second level of inspection… each of these instruments will need their calibration checked at least once a week to make sure what they’re reading is what they are supposed to be reading. These details will also be stored in the system. We have just touched upon three simple things… in reality each Quality procedure is multilevel and very complex, a simple yes-or-no does not work.
The operations as described in the link is more at a unit level. What you have described seems to be operations that will impact the entire work order. That is what I can see is your point of departure.
Apart from creating a custom app, you might want to consider an “internal work order”. Basically you will create a work flow where the ouput will be bulk raw material, undergone operations line your inspections and calibration. The result will be raw materials which you can use in your actual (client destined) production. (Of course, since I don’t understand your complex workflow, I might be right off the ball park.)
@crafter That is an excellent suggestion. Here is what I’ve done:
I’ve created project templates for each stage of production and each quality inspection, with the idea that I could get operations from the template. I have not yet tried to do that.
The other thing I was trying to explore is whether the quality template could be linked to procedures in a cascading form, there I could define the procedures for each quality process in a template form and perhaps use that in the quality procedure…
Also the work order should be a tree like structure, which I thought could be made from a cascading BOM. But there BOM has already got a tree like structure so it can be used that way.
I’m still exploring what will be best.
Thanks a lot,
Naresh
What is the granularity of a workstation? We have a clean room to do laminations, and in there are many pieces of equipment each independent. So in my “WonderWorld” the workstation would be the Clean room, in which I’d have another workstation “Chemical Bench” and another one “Filament Winding” and another one “Vacuum reactors”, the Vacuum reactors have a couple of other things which could be workstations… Whats the granularity that should work best for modeling our process here? Is there a manner to create a Workstation in Tree structure?
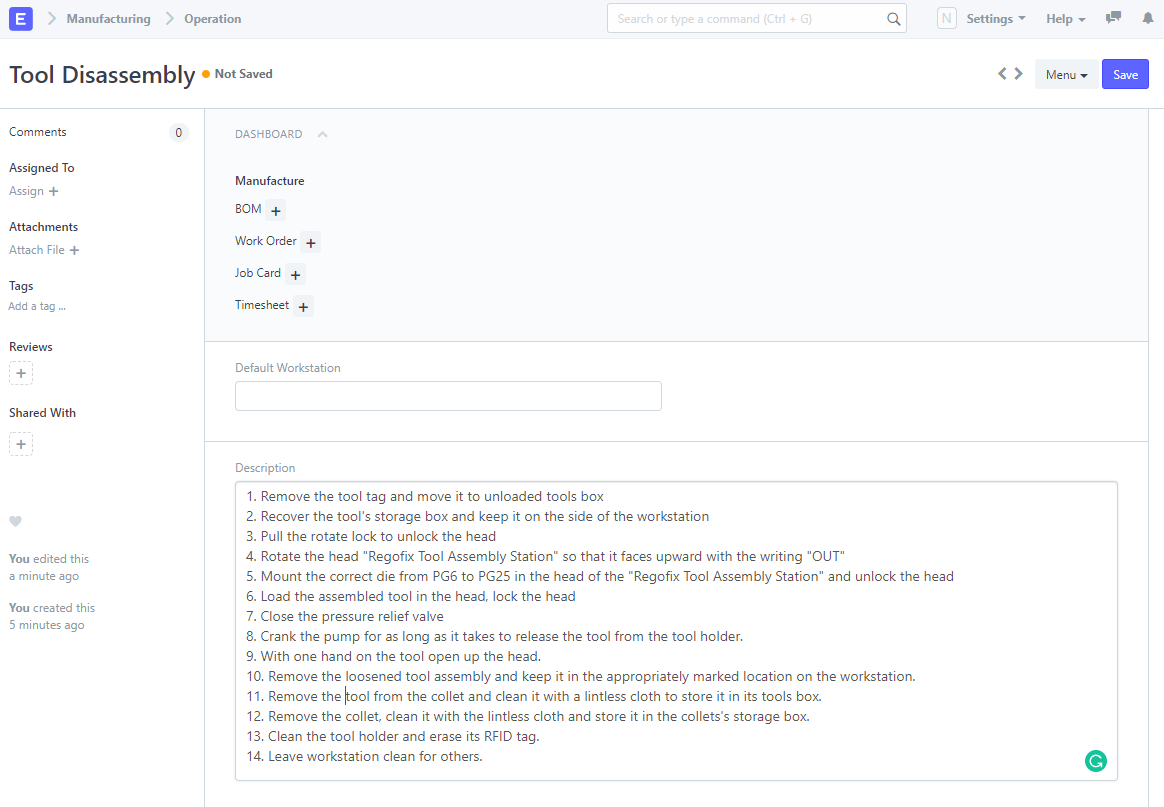
Here’s another example that explains what I’m trying to do… While here, you can see the operations, these are not specific to this workstation, they can be used on similar workstations. I’ve not listed the quality part in this although there are two quality items, external damage on the tool holder and metrology test of the tool. The condition of the tool that determine if it will be stored in the discard/regrind/polish/store-as-spare Warehouses.
Suppose I modify the Operation Form with the things that are missing, would the system updates maintain those relations?
Is it better to create a new docType called Sub Operation and Operation Template that can be used to instantiate an operation and sub operations should that type of operation be needed to be reused? Is it better to do this in frappe or in ERPNext by referring to the existing Procedure doctype?